气流床煤气化是现代煤化工产业的龙头技术,按照进料方式的不同分为水煤浆进料和干粉进料,两者均具有水冷壁衬里的气化炉。本系列将从不同方面对水煤浆水冷壁气化炉与干粉气化炉进行对比。
煤气化和合成气变换后的煤气中含有CO2、H2S等酸性气体杂质,需要通过气体净化工艺得到合格的原料气,再根据原料气配比,经过压缩到一定压力下合成氨或者甲醇等化学产品。
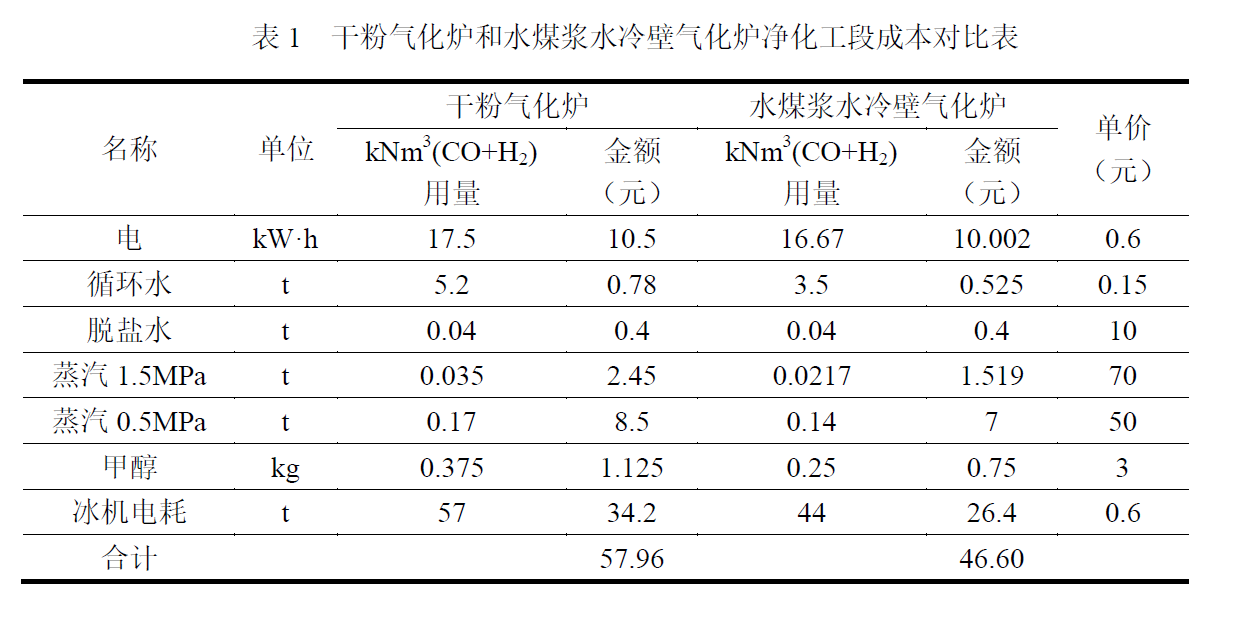
国内采用的粗煤气净化工艺以低温甲醇洗工艺为主。低温甲醇洗工艺以冷甲醇作为吸收溶剂,利用低温高压条件下甲醇对酸性气体具有极高溶解度的特性,吸收原料气中的酸性杂质气体,并依据不同酸性气体溶解度的差异对吸收的酸性气体分别解吸并加以回收,得到几乎不含硫和二氧化碳含量极低的净化合成气。
低温甲醇吸收CO2和H2S等酸性气体杂质属于物理吸收过程,遵循亨利定律。一定温度和平衡状态下,一种气体在液体里的溶解度和该气体的平衡分压成正比。根据传质动力学理论,气体分子的运动扩散速率随着压力的增大而变快,吸收效果随着压力的增大就越好。反之甲醇再生时,通过减压闪蒸,降低操作压力,使气相中溶质组分的分压降低,从而有利于二氧化碳和硫化氢等被溶液吸收的溶质组分解吸出来。因此操作压力越高越有利于低温甲醇洗的运行,干粉气化炉最高操作压力4.0MPa,水煤浆水冷壁气化炉操作压力可达6.5MPa,与干粉气化炉相比,水煤浆水冷壁气化炉配套的低温甲醇洗工艺操作压力相对高,吸收效率相对高,甲醇循环量少,整体能耗相对低,运行费用可降低约20%,如表1所示。
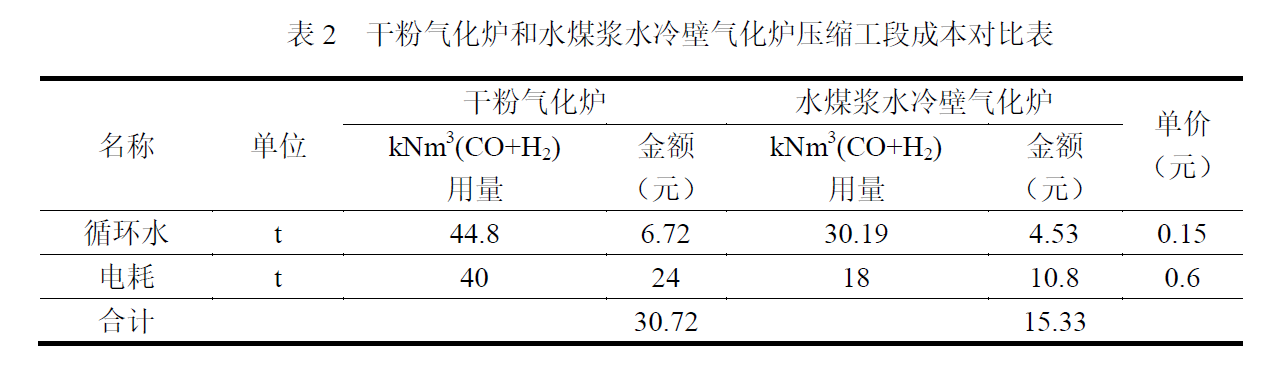
氨合成压力为14.0MPa,甲醇合成压力为8.0MPa(中压),在合成最终产品之前需要用合成气压缩机将净化气进一步压缩。对于6.5MPa水煤浆水冷壁气化炉,其净化气压力较高,压缩机功耗相对较低,以甲醇合成为例,其配套压缩机轴功率不到4.0MPa干粉气化炉的一半,如表2所示。
综上所述,与干粉气化炉相比,水煤浆水冷壁气化炉操作压力更高,其配套的低温甲醇洗净化工段和压缩工段的能耗较低,运行成本较低。
作者简介:管清亮,男,1988年10月出生,博士研究生学历,高级工程师,2015年毕业于清华大学热能工程系,主要从事煤气化和煤炭清洁高效利用技术研究和开发工作。
撰稿 | 管清亮
编辑 | 李瑞丹
审核 | 岳军
